























































Για μάρκες όπου η αστοχία ραφής δεν είναι αποδεκτό αποτέλεσμα, αξίζει να γίνει κατανοητή η διαφορά μεταξύ αυτών των δύο καταστάσεων με κάποια λεπτομέρεια.
Το πρότυπο 27,12 MHz: Γιατί η συγκόλληση RF θερμαίνεται διαφορετικά
Η βασική διαφορά μεταξύ της συγκόλλησης με ραδιοσυχνότητες και της συμβατικής θερμικής συγκόλλησης δεν είναι μόνο η απόδοση - είναι η κατεύθυνση που η θερμότητα ταξιδεύει μέσα από το υλικό.
Οι συμβατικές μέθοδοι (θερμές ράβδοι, θερμαινόμενες πλάκες, πιστόλια θερμότητας) εφαρμόζουν ενέργεια στην επιφάνεια του υλικού και βασίζονται στην αγωγιμότητα για να φέρουν το εσωτερικό σε θερμοκρασία συγκόλλησης. Για λεπτές μεμβράνες αυτό λειτουργεί επαρκώς. Για τα παχιά, πυκνά υφάσματα laminate TPU που χρησιμοποιούνται σε premium αδιάβροχο εξοπλισμό, δημιουργεί ένα πρακτικό πρόβλημα: η επαναφορά της εσωτερικής διεπαφής σε θερμοκρασία σύντηξης απαιτεί αρκετό χρόνο παραμονής στην επιφάνεια για να κινδυνεύσετε να καψαλιστεί ή να παραμορφωθεί πρώτα το εξωτερικό στρώμα. Το παράθυρο μεταξύ "δεν είναι αρκετό" και "πάρα πολύ" στενεύει καθώς αυξάνεται το πάχος του υλικού.
Η συγκόλληση RF το παρακάμπτει δημιουργώντας θερμότητα από το εσωτερικό του υλικού αντί να το οδηγεί προς τα μέσα. Ο επαγγελματικός εξοπλισμός συγκόλλησης ραδιοσυχνοτήτων λειτουργεί στα 27,12 MHz—την καθορισμένη ζώνη ραδιοσυχνοτήτων ISM (βιομηχανική, επιστημονική και ιατρική) που διατίθεται για αυτήν την κατηγορία βιομηχανικού εξοπλισμού. Σε αυτή τη συχνότητα, το εναλλασσόμενο ηλεκτρομαγνητικό πεδίο αναγκάζει τα πολικά μόρια εντός του TPU να επιχειρήσουν επανευθυγράμμιση με κάθε ταλάντωση: περίπου 27 εκατομμύρια φορές το δευτερόλεπτο. Η μοριακή τριβή που παράγει παράγει θερμότητα ομοιόμορφα σε όλη τη ζώνη συγκόλλησης, στη διεπιφάνεια όπου χρειάζεται να συμβεί σύντηξη, χωρίς να βασίζεται στη θερμική αγωγιμότητα επιφάνειας-εσωτερικής.
Υπό την ταυτόχρονη εφαρμοζόμενη πνευματική πίεση, το υλικό στη διεπιφάνεια σύνδεσης φτάνει στη θερμοκρασία σύντηξης και τα στρώματα συγχωνεύονται σε μοριακό επίπεδο. Μόλις αφαιρεθεί το πεδίο και το υλικό κρυώσει υπό παρατεταμένη πίεση, το αρχικό όριο μεταξύ των δύο πλαισίων δεν υπάρχει πλέον δομικά - η ζώνη συγκόλλησης έχει γίνει ένα ενιαίο συνεχές κομμάτι υλικού. Στη δοκιμή καταστροφικής έλξης, αυτή η ζώνη τυπικά βρίσκεται πέρα από το σημείο αστοχίας του περιβάλλοντος υφάσματος βάσης. Αυτό το αποτέλεσμα είναι το πρακτικό σημείο αναφοράς για μια σωστά εκτελεσμένη συγκόλληση RF.
Welding 840D High-Tenacity TPU: Ένα στενότερο περιθώριο σφάλματος
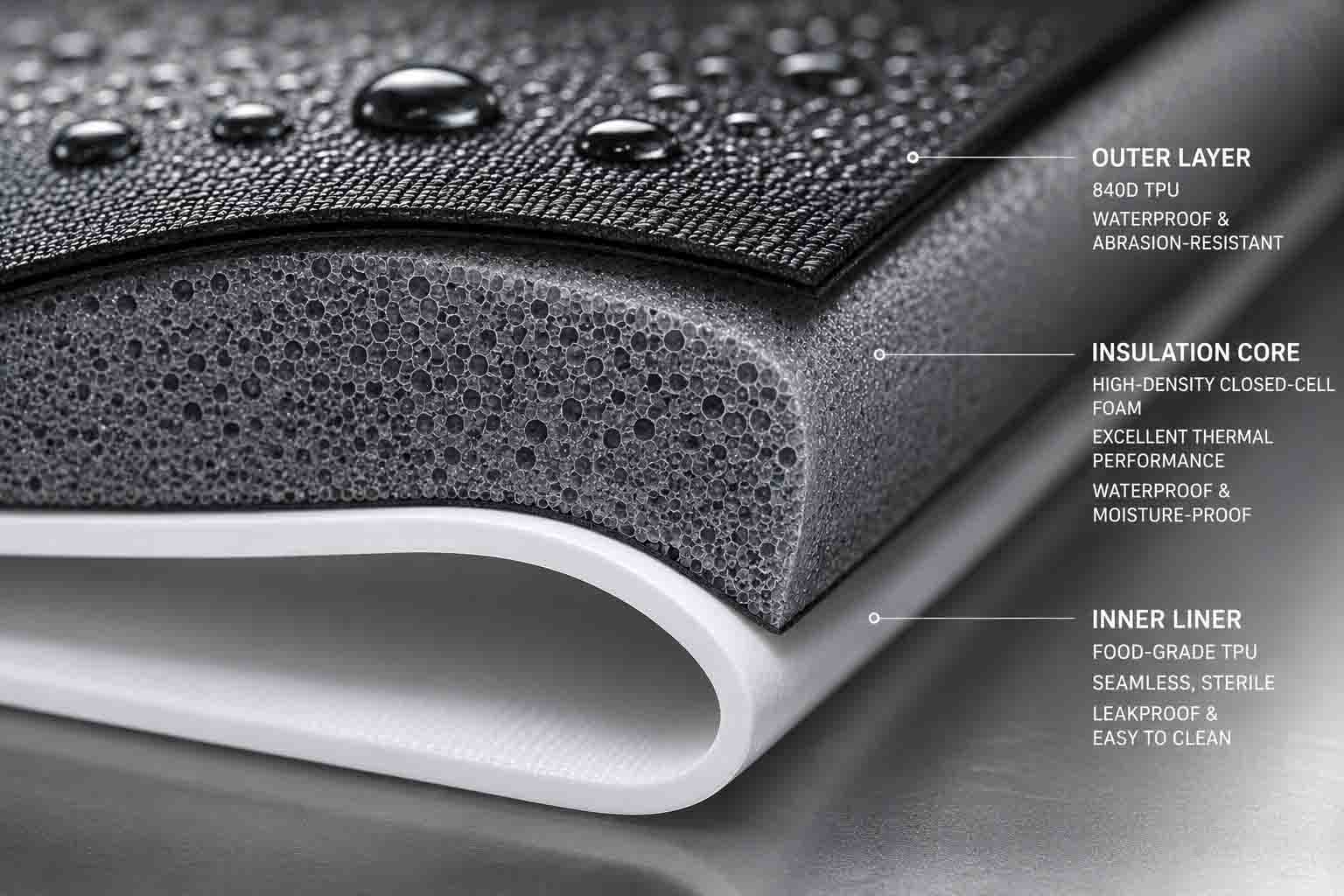
Η συγκόλληση με ραδιοσυχνότητες λειτουργεί σε μια σειρά από συμβατά θερμοπλαστικά—PVC, PET, EVA, διάφορα υφάσματα με επίστρωση PU. Για εφαρμογές βαρέως τύπου σε εξωτερικούς χώρους που απαιτούν διαρκή αντοχή στην τριβή και δομική ακεραιότητα υπό φορτίο, το TPU υψηλής αντοχής 840 denier είναι το υλικό αναφοράς. Είναι επίσης αυτό που θέτει τις περισσότερες απαιτήσεις στη βαθμονόμηση της διαδικασίας.
Μεγαλύτερο denier σημαίνει περισσότερη μάζα υλικού στη ζώνη συγκόλλησης, η οποία απαιτεί περισσότερη ηλεκτρομαγνητική ενέργεια για να φτάσει στη θερμοκρασία σύντηξης. Η δυσκολία είναι ότι αυτό δεν σημαίνει απλώς αύξηση της ισχύος. Το παράθυρο λειτουργίας - το εύρος μεταξύ ανεπαρκούς ενέργειας (ατελής σύντηξη, συγκόλληση με επιρρεπή διαρροή) και υπερβολικής ενέργειας (καύση υλικού, υποβαθμισμένο αδιάβροχο φράγμα) - στενεύει καθώς αυξάνεται το βάρος του υφάσματος. Μια ρύθμιση ισχύος που λειτουργεί καθαρά σε 420D TPU μπορεί να δημιουργήσει ψυχρά σημεία στο 840D στον ίδιο χρόνο κύκλου, ενώ μια ρύθμιση βαθμονομημένη για 840D μπορεί να κάψει λεπτότερα υλικά στο ίδιο προϊόν.
Η διαχείριση αυτού απαιτεί βαθμονόμηση ειδικού υλικού. Όταν το 840D TPU εισέρχεται σε μια γραμμή παραγωγής—είτε πρόκειται για εισαγωγή νέου προϊόντος είτε για νέα παρτίδα υλικού από τον ίδιο προμηθευτή—η ισχύς εξόδου ραδιοσυχνοτήτων, η πίεση πίεσης και ο χρονισμός του κύκλου πρέπει να επικυρώνονται σε σχέση με το συγκεκριμένο υλικό: το denier του, το βάρος επίστρωσης TPU και τη σύνθεση. Αυτές οι παράμετροι ανήκουν σε ένα τεκμηριωμένο SOP, που επαληθεύεται στην αρχή κάθε κύκλου παραγωγής. Μια εγκατάσταση που εφαρμόζει ομοιόμορφες ρυθμίσεις σε όλα τα βάρη υφασμάτων δεν κάνει αυτό το έργο, ανεξάρτητα από το πώς περιγράφεται η ικανότητα.
Τρεις μεταβλητές διαδικασίας που καθορίζουν τη συνοχή της παραγωγής
Ένα πρωτότυπο δοκιμαστικό έλεγχο πίεσης διαπιστώνει ότι η σωστή συγκόλληση είναι εφικτή. Η συνεπής παραγωγή απαιτεί τον έλεγχο των μεταβλητών που καθορίζουν εάν είναι επαναλαμβανόμενη σε όλο τον όγκο.
Die Tooling Precision
Η μήτρα συγκόλλησης - το διαμορφωμένο ηλεκτρόδιο που έρχεται σε επαφή με το υλικό και καθορίζει τη γεωμετρία της συγκόλλησης - κατασκευάζεται από ορείχαλκο ή αλουμίνιο στις διαστάσεις που απαιτούνται από το συγκεκριμένο σχέδιο ραφής. Η ακρίβεια των διαστάσεων σε αυτό το εργαλείο δεν αποτελεί δευτερεύουσα ανησυχία. Μια ανώμαλη επιφάνεια μήτρας παράγει ανομοιόμορφη κατανομή πίεσης στη ζώνη συγκόλλησης, η οποία παράγει άνιση εσωτερική θέρμανση: ψυχρά σημεία όπου το υλικό δεν έφτασε σε πλήρη θερμοκρασία σύντηξης και θερμά σημεία όπου υπερθερμάνθηκε. Τα ψυχρά σημεία γίνονται σημεία έναρξης διαρροής. Τα καυτά σημεία γίνονται περιοχές αραίωσης υλικού που διακυβεύουν τη μακροπρόθεσμη ακεραιότητα της ραφής.
Η φθορά των καλουπιών έχει την ίδια επίδραση στον όγκο παραγωγής. Οι επιφάνειες επαφής που βρίσκονταν εντός των ορίων ανοχής στην αρχή μιας εκστρατείας παραγωγής απομακρύνονται σταδιακά από την ανοχή. Υπεύθυνες εργασίες συγκόλλησης με ραδιοσυχνότητες παρακολουθούν την κατάσταση του καλουπιού και αντικαθιστούν ή βαθμονομούν εκ νέου τα εργαλεία προτού η φθορά επηρεάσει την ποιότητα της συγκόλλησης—όχι μετά την έναρξη της δοκιμής QC που δείχνει αυξημένα ποσοστά αστοχίας.
Εφαρμογή πίεσης: Δύο φάσεις, δύο διαφορετικές λειτουργίες
Η πνευματική πίεση στη συγκόλληση με ραδιοσυχνότητες εξυπηρετεί διακριτές λειτουργίες κατά τη φάση της ενεργού συγκόλλησης και τη φάση ψύξης που ακολουθεί, και και οι δύο έχουν σημασία.
Κατά τη φάση ενεργού ραδιοσυχνοτήτων, η πίεση εξασφαλίζει στενή επαφή μεταξύ των στρωμάτων υλικού στη διεπιφάνεια συγκόλλησης, επιτρέποντας τη μοριακή ανάμειξη καθώς η TPU φτάνει στη θερμοκρασία σύντηξης. Κατά τη φάση ψύξης μετά την απομάκρυνση της ενέργειας ραδιοσυχνοτήτων, η πίεση κρατά τη συντηγμένη ζώνη στη θέση της ενώ οι αλυσίδες πολυμερούς στερεοποιούνται. Η απελευθέρωση της πίεσης πριν κρυώσει επαρκώς η ζώνη συγκόλλησης επιτρέπει στο ακόμα μαλακό υλικό να παραμορφωθεί—δημιουργώντας ασθενέστερο δεσμό και ασυνέπειες στις διαστάσεις στα άκρα της ζώνης συγκόλλησης που γίνονται σημεία συγκέντρωσης τάσης κατά τη χρήση.
Η πρόωρη απελευθέρωση πίεσης είναι μια από τις πιο κοινές συντομεύσεις διεργασιών στη συγκόλληση ραδιοσυχνοτήτων μεγάλου όγκου, όπου η πίεση χρόνου κύκλου δημιουργεί λειτουργικό κίνητρο για γρήγορη μετάβαση στο επόμενο μέρος. Οι συγκολλήσεις που προκύπτουν περνούν συχνά την οπτική επιθεώρηση και την αρχική δοκιμή χαμηλής πίεσης και στη συνέχεια εμφανίζουν αυξημένα ποσοστά αστοχίας υπό παρατεταμένο φορτίο και επαναλαμβανόμενη καμπυλότητα στο πεδίο.
Χρονισμός Κύκλου
Ένας πλήρης κύκλος συγκόλλησης ραδιοσυχνοτήτων εκτελείται σε τρεις φάσεις: προπρεσάρισμα (πίεση που εφαρμόζεται πριν από την ενεργοποίηση ραδιοσυχνοτήτων, που επιτρέπει στο υλικό να τοποθετηθεί σωστά στη μήτρα), ενεργή συγκόλληση (ενεργοποίηση ενέργειας ραδιοσυχνοτήτων, μοριακή θέρμανση και σύντηξη) και ψύξη υπό πίεση (απενεργοποίηση RF, στερεοποίηση ζώνης συγκόλλησης). Κάθε φάση έχει μια βέλτιστη διάρκεια συγκεκριμένη για το πάχος του υλικού, το βάρος της επίστρωσης και τη γεωμετρία της μήτρας που χρησιμοποιείται.
Αυτοί οι χρονισμοί δεν μεταφέρονται μεταξύ των υλικών. Ένας κύκλος που αναπτύχθηκε για μια συγκεκριμένη προδιαγραφή TPU θα υποσυγκολλήσει βαρύτερο ύφασμα και θα κινδυνεύσει να υπερσυγκολλήσει ελαφρύτερο υλικό που χρησιμοποιείται αλλού στο ίδιο προϊόν. Όταν οι προδιαγραφές του υλικού αλλάζουν μεταξύ των σειρών παραγωγής - διαφορετικοί αρνητές, διαφορετικά βάρη επίστρωσης, διαφορετικές παρτίδες προμηθευτών - οι παράμετροι του κύκλου απαιτούν εκ νέου επικύρωση και όχι υπόθεση συνέχειας.
Δοκιμή υδροστατικής πίεσης 1,0 Bar: Τι επιβεβαιώνει στην πραγματικότητα
Η οπτική επιθεώρηση ραφής εντοπίζει ελαττώματα στο επίπεδο της επιφάνειας: ορατά σημάδια εγκαύματος, εμφανή κενά στην κάλυψη συγκόλλησης, μεγάλη παραμόρφωση διαστάσεων. Δεν προσδιορίζει υποσυντηγμένες εσωτερικές ζώνες, μικροκενά στη διεπιφάνεια συγκόλλησης ή ψυχρά σημεία που διατηρούνται υπό συνθήκες περιβάλλοντος αλλά ανοίγουν υπό φορτίο. Για αδιάβροχα προϊόντα με οποιονδήποτε ισχυρισμό βαθμολογίας πίεσης, η οπτική επιθεώρηση είναι ένα πάτωμα και όχι μια οροφή.
Η δοκιμή υδροστατικής πίεσης 1,0 Bar είναι το πρότυπο επικύρωσης για σοβαρά προϊόντα εξωτερικού χώρου συγκολλημένα με ραδιοσυχνότητες. Ένα Bar αντιστοιχεί στην υδροστατική πίεση μιας στήλης νερού μήκους 10 μέτρων—σηματικά πέρα από τις συνθήκες βύθισης που θα συναντήσουν τα περισσότερα προϊόντα εξωτερικού χώρου κατά τη χρήση του πεδίου, κάτι που το καθιστά ένα ουσιαστικό τεστ πιστοποίησης παραγωγής.

Η διαδικασία: τα ολοκληρωμένα προϊόντα φουσκώνονται σε εσωτερική πίεση 1,0 Bar και είτε βυθίζονται στο νερό είτε διατηρούνται υπό πίεση για καθορισμένο χρονικό διάστημα. Η κατάσταση διέλευσης είναι μηδενική εκπομπή μικροφυσαλίδων από οποιαδήποτε ραφή, ζώνη συγκόλλησης ή σημείο κλεισίματος. Μια μεμονωμένη φυσαλίδα υποδεικνύει μια διαδρομή διαρροής που θα δέχεται νερό υπό χρήση πεδίου ανεξάρτητα από την κλίμακα. Δεν υπάρχει αποδεκτή μερική επιτυχία σε αυτό το επίπεδο δοκιμής.
Αυτό που επιβεβαιώνει η δοκιμή υπερβαίνει το εάν μια συγκεκριμένη μονάδα διατηρεί πίεση τη στιγμή της δοκιμής. Ένα προϊόν που περνάει 1,0 Bar έχει επιβεβαιώσει την πλήρη μοριακή σύντηξη σε κάθε ζώνη συγκόλλησης, τη σωστή επαφή της μήτρας σε ολόκληρη τη γεωμετρία της ραφής και την επαρκή ψύξη πριν από την απελευθέρωση της πίεσης. Τα σταθερά ποσοστά μετάβασης σε μια περίοδο παραγωγής αποτελούν απόδειξη ελέγχου της διαδικασίας - όχι μεμονωμένες διακυμάνσεις μονάδας που συνέβη σε θετική τάση.
Η συχνότητα των δοκιμών είναι εξίσου σημαντική με τη σοβαρότητα της δοκιμής. Η δοκιμή ανά μονάδα σε προϊόντα κρίσιμης ραφής παρέχει πλήρη κάλυψη παραγωγής και συλλαμβάνει μεμονωμένες αστοχίες πριν από την αποστολή. Η δειγματοληψία παρτίδων παρέχει στατιστική εμπιστοσύνη με χαμηλότερο κόστος, αλλά επιτρέπει μεμονωμένες αστοχίες. Το κατάλληλο πρωτόκολλο εξαρτάται από το κόστος κατάντη μιας αστοχίας πεδίου μεμονωμένης μονάδας—για προϊόντα όπου μία διαρροή δημιουργεί αξίωση εγγύησης και πιθανή έκθεση σε επωνυμία, η δοκιμή ανά μονάδα είναι η λογική θέση.
Αξιολόγηση της ικανότητας συγκόλλησης RF: Οι ερωτήσεις που διακρίνουν την ωριμότητα της διαδικασίας
Η πρόληψη διαρροών σε αδιάβροχα προϊόντα με συγκόλληση ραδιοσυχνοτήτων είναι ένα αποτέλεσμα μηχανικής και όχι κατασκευαστικός ισχυρισμός. Οι μεταβλητές της διαδικασίας είναι γνωστές, οι μέθοδοι ελέγχου έχουν καθιερωθεί και το πρωτόκολλο δοκιμής που επικυρώνει το αποτέλεσμα είναι καλά καθορισμένο. Ένας κατασκευαστής με γνήσια ικανότητα σε αυτόν τον τομέα θα περιγράψει τη λειτουργία του με αυτούς τους συγκεκριμένους όρους.
Οι ερωτήσεις που αξίζει να τεθούν κατά την αξιολόγηση προμηθευτών είναι συγκεκριμένες:
Πώς τεκμηριώνονται οι ρυθμίσεις ισχύος ραδιοσυχνοτήτων και οι χρόνοι κύκλου ανά προδιαγραφή υλικού και τι ενεργοποιεί την εκ νέου επικύρωση όταν αλλάζουν οι παρτίδες υλικών;
Πώς παρακολουθείται η κατάσταση του καλουπιού και σε ποιο όριο αντικαθίσταται το εργαλείο;
Διενεργείται υδροστατική δοκιμή ανά μονάδα ή με δειγματοληψία παρτίδας και σε ποια πίεση;
Μπορούν να παρέχουν αρχεία δοκιμών από πρόσφατες σειρές παραγωγής συγκρίσιμων προϊόντων;
Αυτές δεν είναι δύσκολες ερωτήσεις για μια εγκατάσταση που ελέγχει πραγματικά αυτές τις μεταβλητές. Είναι πολύ δύσκολες ερωτήσεις για μια εγκατάσταση που λειτουργεί εξοπλισμό συγκόλλησης ραδιοσυχνοτήτων χωρίς την πειθαρχία της διαδικασίας πίσω από αυτό. Οι απαντήσεις σου λένε σε ποια κατάσταση βρίσκεσαι.